How to Choose a 3D Dynamic Laser Marking Machine in 2026 – Complete Buyer's Guide
2026-06-05 16:08:52
www.hiteccnc.com
How to Choose a 3D Dynamic Laser Marking Machine in 2026 – Complete Buyer's Guide
Why 2026 Is a Turning Point for 3D Laser Marking
The laser marking industry has entered a new phase. For years, 2D flat-field marking dominated factory floors — it was cheaper, simpler, and "good enough" for most flat parts. But in 2026, the economics have shifted dramatically:
Component geometry is getting more complex. Automotive, aerospace, and medical parts are increasingly curved, contoured, and three-dimensional by design.
Regulatory traceability requirements are tightening. EU MDR, FDA UDI, and automotive IATF 16949:2016 now demand permanent, machine-readable marks (DataMatrix, QR codes) on curved and irregular surfaces — marks that 2D systems cannot reliably produce.
Air-cooled 100W fiber lasers have dropped in price by ~40% since 2022, making high-power 3D systems economically viable for mid-size manufacturers, not just Tier-1 suppliers.
If you are still evaluating 2D vs. 3D, this guide will help you understand not just what to buy, but why the decision matters — and how to avoid expensive mistakes.
A traditional 2D galvo marking system operates at a fixed focal distance. The F-theta lens keeps a flat, consistent focus across the marking field — but only on flat surfaces. Move the part 5–10 mm out of the focal plane and mark quality degrades sharply: edges blur, power density drops, and DataMatrix readability rates fall below acceptable thresholds.
A 3D dynamic system adds a third axis of control: a motorized dynamic focusing unit (DFU) positioned before the galvo head. As the laser beam sweeps across the marking field, the DFU continuously adjusts the focus distance in real-time — synchronized with the X/Y galvo mirrors — so that the beam hits every point of a curved or sloped surface at the correct focal depth.
The key difference is this: the DFU adjusts focus dynamically during the scan, not just between scans. This allows the system to mark in a single pass across surfaces with complex 3D topography — a camshaft, a turbine blade, the interior of a mold cavity.
What "3D Dynamic" Does Not Mean
A common misconception: "3D" does not mean the machine has a Z-axis table that moves the workpiece. Some low-cost suppliers market workpiece-lifting Z tables as "3D capability." This is not the same as dynamic focusing. A Z-axis table can only pre-position the part at the correct focal height before marking begins — it cannot compensate for surface curvature during the scan. True 3D dynamic systems adjust focus continuously during marking.
Section 1: Working Area — Understand What You're Actually Buying
The working area specification is the most frequently misunderstood parameter in 3D system purchasing.
Nominal vs. Effective Working Area
Most suppliers quote the nominal working area, which is the maximum field size at the center focal distance. The effective working area — the region where mark quality remains within spec — is typically 10–20% smaller, particularly at the field edges where beam angle increases.
For a system quoted as 600×600mm:
Center zone (within ~400×400mm): Focus and power density are most consistent. Best zone for high-precision DataMatrix codes.
Mid-zone (400–550mm): Acceptable for logos, alphanumeric text, and decorative marks. Requires careful parameter tuning.
Edge zone (550–600mm): Focus compensation stress is highest here. Avoid placing critical traceability codes in this zone unless the system has been validated specifically for it.
Buyer action: Ask the supplier for a field uniformity map — a test mark showing barcode grade across the full claimed working area. Any reputable supplier can produce this. If they cannot, treat the claim with caution.
Working Area Recommendations by Application
Application Type
Recommended Working Area
Notes
Small components (connectors, fasteners, PCBs)
150×150mm – 300×300mm
High density marking; field uniformity is critical
General industrial parts (brackets, housings, panels)
300×300mm – 500×500mm
Most versatile range for batch marking
Elevator panels, large mold cavities, structural plates
600×600mm minimum
Stitch-free marking essential for large text/logos
Ship nameplates, large architectural metalwork
800×800mm – 1200×1200mm
Custom 3D galvo head required; fewer suppliers offer this
The Stitching Problem
For parts larger than the working area, some systems automatically "stitch" multiple passes together by moving the workpiece or the galvo head. Stitching introduces visible seam lines that are unacceptable for logos, decorative marks, and some traceability applications. If your parts are larger than your working area, you have two options:
Specify a larger working area from the outset — more expensive but eliminates the problem entirely.
Accept stitching and budget for post-process inspection to catch seam-quality failures.
For elevator panels, architectural components, and branding applications, option 1 is almost always the right choice.
Section 2: Laser Source — The Most Important Component You Cannot See
The laser source determines your marking speed, mark depth, surface finish quality, and long-term operating cost. In 2026, the fiber laser market has consolidated around a small number of credible suppliers.
Laser Source Suppliers: Honest Assessment
IPG Photonics (Germany/USA): The gold standard for industrial reliability. MTBF (mean time between failures) data from automotive production lines consistently exceeds 100,000 hours. Premium price — expect to pay 25–40% more than Chinese-source alternatives. Justified for 24/7 production environments where downtime cost is high.
Raycus (China): The dominant Chinese laser source. Quality has improved significantly since 2020. Suitable for general industrial use. MTBF data is less transparent than IPG. Warranty terms vary by reseller — verify carefully.
JPT (China): Strong reputation in the mid-power (30–80W) range. Good performance on stainless steel and aluminum. Increasingly specified by OEM machine builders.
MAX Photonics (China): Competitive in the 100W+ range. Growing market share in heavy industrial applications. Less field data available than Raycus at this power level.
What to avoid: Unbranded or "OEM-equivalent" laser sources offered without traceability to the original manufacturer. These appear in the lowest-cost machines and are extremely difficult to service or replace.
Power Selection: More Nuanced Than the Spec Sheet Suggests
Power selection is not simply "more power = better." Higher power affects surface finish, heat-affected zone (HAZ), and suitable applications.
30–50W systems:
Marking speeds: ~1,000–2,000 mm/s typical for stainless steel
Excellent for fine detail: 0.1mm line widths, QR codes at 5×5mm, jewelry engraving
HAZ is minimal — important for thin-wall parts and heat-sensitive materials
Not suitable for deep engraving or high-throughput industrial lines
60–80W systems:
The "workhorse" range for general industrial marking
Marking speeds: ~2,000–4,000 mm/s on stainless steel
Suitable for most automotive, medical device, and general manufacturing applications
Balance of mark quality, speed, and operating cost
100W+ systems:
Marking speeds: 4,000–8,000 mm/s and above
Required for deep engraving (>0.3mm), hard alloys (H13 tool steel, carbide), and high-throughput lines
Heat management is critical — improper parameter settings cause burn marks, surface discoloration, and material distortion
Air-cooled 100W systems have become commercially viable in 2024–2026; still verify thermal performance under continuous duty cycle
Pulse width and repetition rate matter more than peak power for many applications. A MOPA (Master Oscillator Power Amplifier) fiber laser gives independent control of pulse width (typically 2–500 ns) and repetition rate (1–4000 kHz). This is essential for:
Black anodized aluminum marking without ablating the anodizing layer
Color marking on stainless steel (producing oxide layer colors: gold, blue, purple)
Marking on plastics and coated surfaces without burning
Achieving high-contrast marks on bright metals
If your application involves anodized aluminum, color marking, or plastics, a MOPA source is not optional — it is required. Standard Q-switched fiber lasers cannot perform these processes reliably.
Section 3: 3D Galvo System — Where Quality Gaps Are Largest
The galvanometer scanning system is the most mechanically sophisticated component in a 3D marking machine. It is also where the quality gap between premium and budget machines is widest and hardest to evaluate from a brochure.
Key Galvo Manufacturers
SCANLAB (Germany): The industry reference standard. Used in semiconductor, medical device, and aerospace applications. Scan speed up to 20 m/s, angular resolution to 20 μrad. Price premium is substantial but justified for high-precision, high-duty-cycle production.
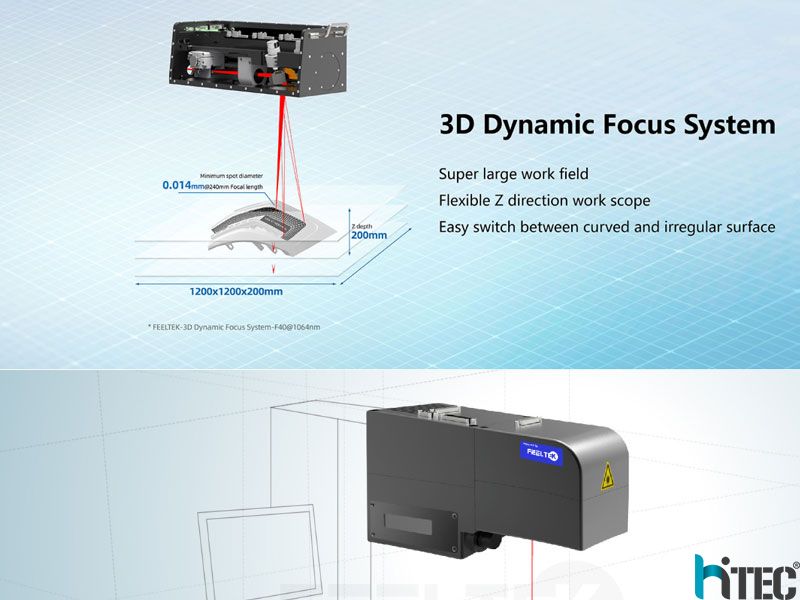
Feeltek (China): The leading Chinese 3D galvo manufacturer. Performance has converged significantly with SCANLAB at the mid-range. Widely used in industrial laser machines. A reasonable choice for most industrial 3D marking applications.
Sino-Galvo / G&H China: Competitive alternative. Somewhat less field data than Feeltek at the 3D product line level. Suitable for lower-duty-cycle applications.
Specifications That Actually Matter
Z-axis dynamic range: The total range over which the DFU can adjust focus. A system with 150mm Z-range can mark across a surface with 150mm of height variation without repositioning the part. This directly determines how complex a 3D surface you can process in a single setup.
Z-axis focusing speed: How quickly the DFU can transition between focal depths. Measured in mm/s or m/s. Insufficient focusing speed causes "smearing" artifacts at the leading edge of focus transitions — visible as blurred or uneven marks at height change boundaries.
Thermal stability: Galvo mirrors and bearings heat up during operation. A system that performs well at startup but degrades after 30 minutes of continuous marking has thermal stability issues. Ask suppliers for marking quality data after 60 minutes of continuous operation at rated duty cycle.
Repeatability: The ability to return to the same position after repeated scans. Critical for multi-pass applications (deep engraving, multiple-layer color marking). Specified in μrad or μm at the workpiece. For DataMatrix codes, repeatability errors above 10 μm are problematic.
Questions to Ask Any Galvo Supplier
What is the rated MTBF for the galvo system at this duty cycle?
Can you provide thermal drift data (position shift vs. temperature) for the mirror assembly?
What is the Z-axis focusing speed at maximum aperture?
What is the warranty on the galvo system specifically — not just the machine?
Section 4: Software — The Interface Between Your Product and the Laser
EZCAD3: The 2026 Industrial Standard
EZCAD3 is the dominant 3D marking software in the industrial market. Key capabilities relevant to 3D applications:
STL/OBJ import with surface projection: Import a 3D CAD model of your part, project the marking content (text, barcodes, logos) onto the surface geometry, and the software automatically generates the 3D tool path with Z-axis compensation.
Point cloud surface mapping: For parts without CAD data, EZCAD3 supports surface scanning to generate a height map, then applies marking compensation to the scanned geometry.
Barcode grade verification integration: Some configurations support inline camera verification — the system reads the barcode immediately after marking and logs the grade (ISO/IEC 15416 or 15415 standard). Critical for automotive and medical traceability applications.
Known limitations of EZCAD3: The UI is functional but not intuitive. Operator training time is typically 3–5 days for basic 3D marking setup, longer for complex curved surface projects. Factor training cost into your total cost of ownership.
LightBurn: Growing but Limited for 3D
LightBurn has excellent usability and strong community support. However, its 3D dynamic marking capability is significantly behind EZCAD3 as of 2026. Suitable for 2D applications and simple single-axis height compensation, but not recommended for complex 3D curved surface marking.
Custom/OEM Software
Some machine builders offer proprietary software with industry-specific templates (e.g., pre-configured DataMatrix marking routines for automotive VIN plates, or medical device UDI workflows). If your application is high-volume and repeatable, purpose-built software can significantly reduce operator setup time and error rates. Ask about software update policies and long-term support commitments.
Section 5: The Total Cost of Ownership Calculation Most Buyers Skip
The purchase price of a 3D laser marking machine is typically 30–45% of the true 5-year cost of ownership. The remaining costs are frequently underestimated or ignored in purchasing decisions.
5-Year TCO Framework
The critical insight: A machine that costs 20% less at purchase but has a lower-quality laser source (shorter rated hours) and weaker after-sales support can easily cost more over 5 years than a better-specified alternative. The downtime cost estimate deserves particular attention — for a machine running 2 shifts per day, a single week of unplanned downtime due to a failed component and slow support response can cost more than the purchase price difference between a budget and a premium machine.
Laser Source Replacement Planning
Fiber laser sources are rated for between 50,000 and 100,000 operating hours. At 16 hours/day, 250 days/year, a laser running 4,000 hours/year will reach end-of-rated-life in 12–25 years — but performance begins to degrade noticeably at 60–70% of rated life. Practically, most industrial laser sources require replacement in 7–12 years in high-duty-cycle applications.
Get a written quote for laser source replacement cost from your supplier before purchasing. This cost varies significantly by brand and should be factored into your procurement decision.
Section 6: Application-Specific Guidance
Automotive Components (VIN, Part ID, Traceability Codes)
Primary requirement: IATF 16949 traceability mandates machine-readable DataMatrix codes that must achieve ISO/IEC TR 29158 (AIM DPM) grade B or better throughout the part's lifetime. This imposes strict requirements on mark depth consistency and surface finish.
Specify a system that has been validated on your specific material (e.g., hot-stamped 22MnB5 steel, 6061-T6 aluminum, PA66-GF35 plastic) — marking parameter optimization on automotive alloys is non-trivial.
Require a barcode grade test report (not just a sample mark) using a calibrated ISO/IEC 15415 reader.
For safety-critical components, consider inline verification capability.
Large Molds and Tooling (Mold Cavitation Numbers, Customer Logos)
Primary requirement: Mark quality on hardened tool steel (HRC 50–60) and pre-hardened P20 steel; deep enough to survive EDM, grinding, and production runs.
Power: 100W minimum for H13, 80W acceptable for P20.
Working area: Determine the largest mold surface you need to mark without repositioning. Budget for a 600×600mm system minimum; 800×800mm if marking large automotive or appliance molds.
Software: Verify that the system can import DXF/DWG mold cavity drawings directly. Manual re-drawing of complex cavity shapes is a significant hidden labor cost.
Elevator Panels and Architectural Metalwork
Primary requirement: Stitch-free marking over large areas (300×1000mm or larger is common); consistent visual appearance across the full panel.
This application almost always requires a working area of 600×600mm minimum, ideally 800×800mm or custom format.
Material: Brushed 304/316 stainless steel panels require very precise parameter control to achieve consistent, visually uniform frosting without directional artifacts. Request a full-panel sample mark, not just a small test coupon.
Throughput: Calculate the required mark area per shift and confirm the machine's scan speed and duty cycle are sufficient.
Medical Devices (UDI Compliance)
Primary requirement: FDA 21 CFR Part 830 and EU MDR require permanent, legible UDI DataMatrix codes on medical devices. The mark must remain legible through cleaning, sterilization (autoclave, EtO, gamma), and the device's useful life.
Material range is wide: 316L stainless steel, titanium alloy (Ti-6Al-4V), PEEK, anodized aluminum, and various medical plastics.
For titanium and stainless, MOPA capability is strongly recommended — it enables high-contrast black marks without raising burrs or sharp edges that complicate sterilization validation.
Regulatory traceability for the marking machine itself: Document the machine's calibration records and parameter logs. Some FDA auditors now request marking equipment qualification records during device audits.
Section 7: Red Flags in 3D Laser Marking Proposals
After reviewing hundreds of supplier proposals, these are the most common indicators of a problematic offering:
1. No field uniformity data. If a supplier cannot show you a marked grid or barcode grade map across the full claimed working area, the working area claim is almost certainly overstated.
2. Unverified laser source branding. Ask to see the laser source serial number and verify it directly with the laser manufacturer. Counterfeit and misrepresented laser sources exist in the market.
3. "3D capability" that is actually a Z-axis table. As noted above, a motorized Z table is not a 3D dynamic system. Ask specifically: does the system adjust focus during the scan, or only between scans?
4. No sample mark on your actual material. Parameter optimization is application-specific. A supplier who offers only a generic sample on a common material (mild steel, flat 304 stainless) is not demonstrating capability for your application.
5. Warranty terms that exclude the laser source and galvo. These are the two components most likely to require service. A warranty that covers only the mechanical frame has limited value.
6. Single point of support contact. For 3D systems, technical support depth matters. Ask how many engineers on the supplier's technical team have hands-on 3D galvo experience. "One engineer who knows it well" is a significant support risk.
Section 8: Procurement Checklist
Before issuing a purchase order, verify each of the following:
Technical validation:
♦ Sample mark on your exact material and part geometry — not a similar material ♦ Barcode grade report (ISO/IEC 15415 or AIM DPM) if traceability is required ♦ Field uniformity test across the full claimed working area ♦ Thermal stability test: marking quality after 60 minutes of continuous operation ♦ Z-axis dynamic range confirmed to cover your part height variation
Commercial terms: ♦ Laser source manufacturer and model number confirmed in writing ♦ Galvo system manufacturer and model number confirmed in writing ♦ Warranty terms: duration, covered components, on-site vs. return-to-factory ♦ Laser source replacement cost quoted in writing ♦ Software license terms: perpetual or subscription? Update policy? ♦ Spare parts availability: protective lenses, DFU components, lead time commitment
Support and training: ♦ Training scope confirmed (hours, on-site vs. remote, included in price) ♦ Support response time SLA in writing ♦ Remote access capability for software diagnostics confirmed ♦ Reference customers in your industry willing to speak with you
Hitec Laser has built its 3D product line specifically around the requirements outlined in this guide — not around what is cheapest to produce.
Working area: 600×600mm to 1200×1200mm standard configurations, with field uniformity validated across the full aperture. Custom formats available.
Laser sources: JPT and MAX fiber lasers, selected for proven MOPA capability and compatibility with our supported application range. Serial number traceability on every unit.
Galvo system: Feeltek 3D dynamic galvo heads, specification-matched to the working area and power level of each configuration. Z-axis dynamic range, focusing speed, and thermal stability data available on request.
Software: EZCAD3 standard configuration, with factory-configured 3D marking templates for common applications (automotive DataMatrix, mold cavity marking, elevator panel frosting). Application-specific parameter libraries included.
Validation: Every machine ships with a full field uniformity report and application-specific marking samples. We will mark your actual parts before you purchase — not a substitute material.
Support: Two-year warranty including laser source and galvo system. Remote diagnostic access. Application engineers with hands-on experience in automotive, mold, elevator, and medical device marking.
Customers in automotive tier supply, mold manufacturing, elevator OEM production, and luxury goods have reported 2–3× throughput improvement and significant reduction in rework rates after transitioning from 2D to Hitec 3D systems.
Ready to Specify the Right System?
The right 3D marking machine for your application depends on your specific material, geometry, marking requirements, and production volume. A system that is correct for a medical device manufacturer is not necessarily correct for a mold shop.
Contact Hitec Laser for:
Free application engineering consultation — we will review your part drawings, material specs, and marking requirements before recommending a configuration
Sample marking test on your actual material — send us parts; we will return marked samples with a full parameter report
Field uniformity data for any system you are evaluating — no obligation
Hitec Laser | Industrial 3D Dynamic Laser Marking Systems