How to deep marking on different metal by laser marking machine?
2020-01-14 17:36:26
www.hiteccnc.com
How to deep marking on different metal by laser marking machine?
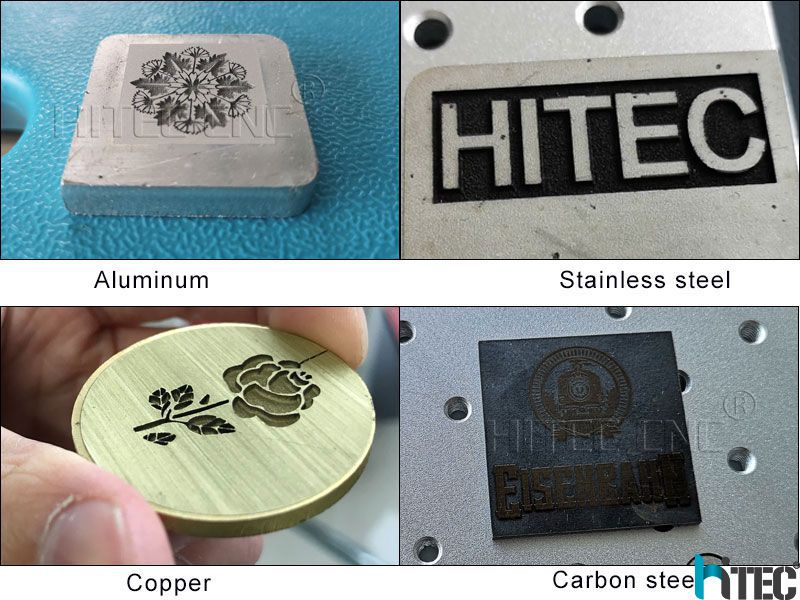
In molds, signs, hardware accessories, advertising boards, automobile license plates and other products, traditional corrosion processes not only bring environmental pollution, but also have low efficiency. Machining and other traditional processes for engraving depth, the metal waste and coolant generated will also cause environmental pollution. Although the efficiency is improved, the accuracy is not high, and acute angles cannot be carved. Compared with the traditional method of metal deep carving, laser metal deep carving has the advantages of pollution-free, high precision, flexible carving content, and can meet complex carving techniques.
Common materials for metal deep carving are carbon steel, stainless steel, aluminum, copper, precious metals, etc. Ruike engineers conduct efficient deep carving parameter research for different metal materials.
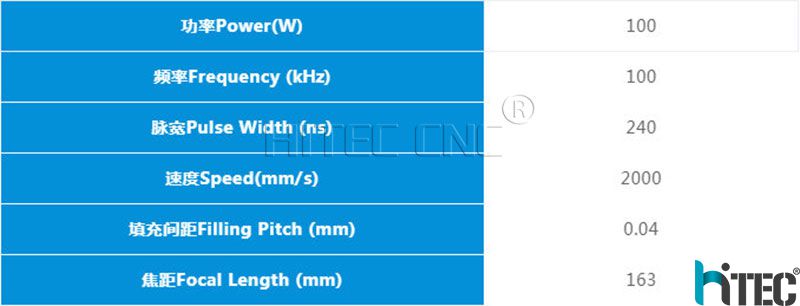
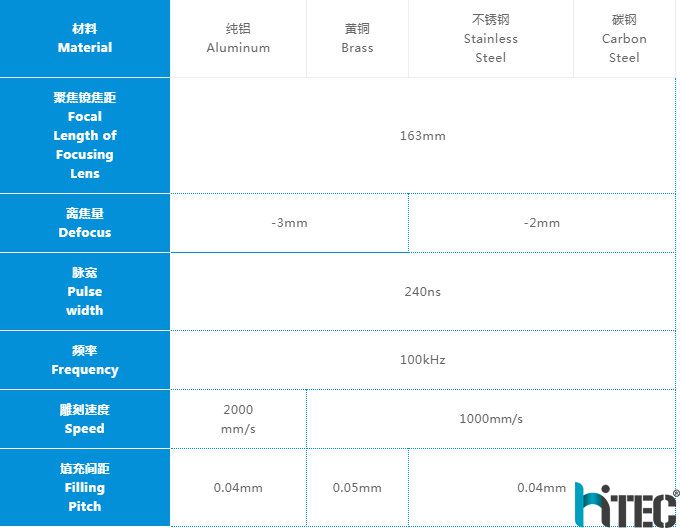
Case Analysis The test platform is equipped with RAYLASE (MS-II-10) galvanometer and focusing lens (F = 163/210) for deep carving test. The engraving size is 10mm × 10mm. Set the initial engraving parameters, as shown in Table 1. Change the process parameters such as defocus amount, pulse width, speed, filling interval, etc., and use the deep carving tester to perform depth measurement to find the process parameters with the best engraving effect.
Table 1 Initial parameters of deep engraving
Through the process parameter table, we can see that there are more parameters that affect the final deep carving effect. We use the control variable method to find the process of the effect of each process parameter on the effect. Now we will reveal it one by one.
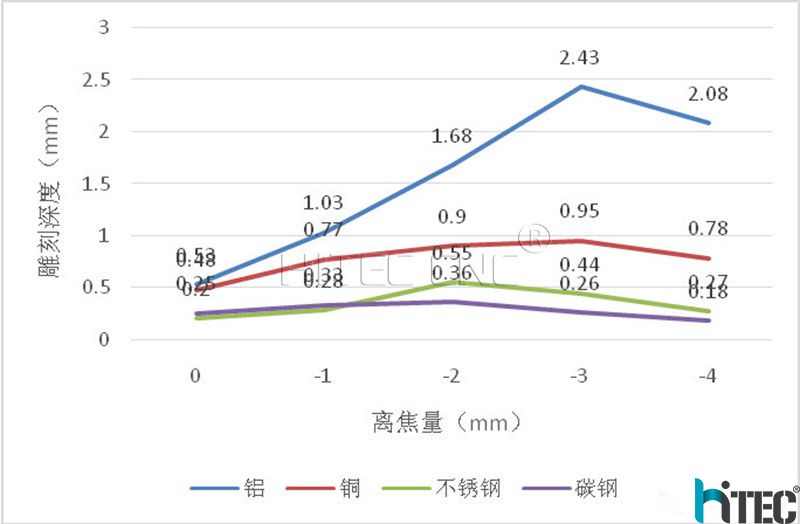
01 Influence of defocus amount on engraving depth
First, use the RFL-100M laser to engraving the initial parameters, perform engraving experiments on different metal surfaces, repeat the engraving 100 times, the time is 305S, change the defocus amount, and test the effect of the defocus amount on the engraving effect of different materials.
P1.Comparison of the effect of defocus on the engraving depth of materials
As shown in Figure 1, we can get the following about the maximum depth corresponding to different defocus amounts when using RFL-100M for deep carving on different metal materials. According to the above data, it is concluded that deep carving on the metal surface requires a certain amount of defocus to obtain the best engraving effect. The defocus amount of carved aluminum and brass is -3mm. The defocus amount of carved stainless steel and carbon steel is -2mm.
02
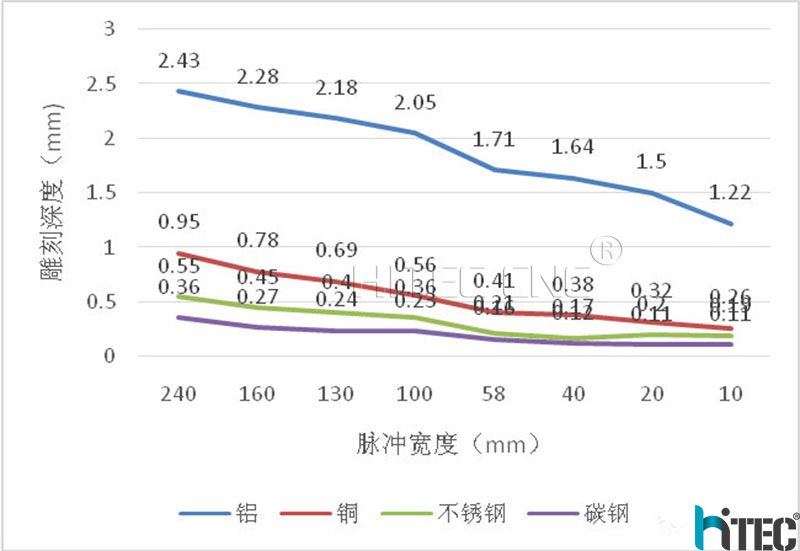
Effect of pulse width on carving depth
Through the above experiments, the optimal defocus amount of RFL-100M in deep carving of different materials is obtained. The optimal defocus amount is used to change the pulse width and corresponding frequency in the initial parameters, and other parameters are unchanged. This is mainly because each pulse width of the RFL-100M laser has a corresponding fundamental frequency. When the frequency is lower than the corresponding fundamental frequency, the output power is lower than the average power. When the frequency is higher than the corresponding fundamental frequency, the peak power will be reduced. The engraving test needs to use the largest pulse width and maximum capacity for testing, so the test frequency is the fundamental frequency, and the relevant test data will be described in detail in later tests. The fundamental frequency corresponding to each pulse width is: 240ns, 10kHz, 160ns, 105kHz, 130ns, 119kHz, 100ns, 144kHz, 58ns, 179kHz, 40ns, 245kHz, 20ns, 490kHz, 10ns, 999kHz. Carving test is performed through the above pulses and frequencies. The test results are shown in Figure 2. Comparison of the effect of pulse width on engraving depth
It can be seen from the chart that when engraving RFL-100M, the depth of engraving decreases as the pulse width decreases. At 240ns, the engraving depth of all materials is the largest. This is mainly due to the reduction of the pulse width, which reduces the energy of a single pulse, which in turn reduces the destructive effect on the surface of metal materials, resulting in an increasingly smaller engraving depth.
P3 the effect of frequency on engraving depth
Through the above tests, the optimal defocus amount and pulse width of RFL-100M when engraving different materials were obtained. The optimal defocus amount and pulse width were kept constant. The frequency was changed to test the effect of different frequencies on the engraving depth. As shown in Figure 3.
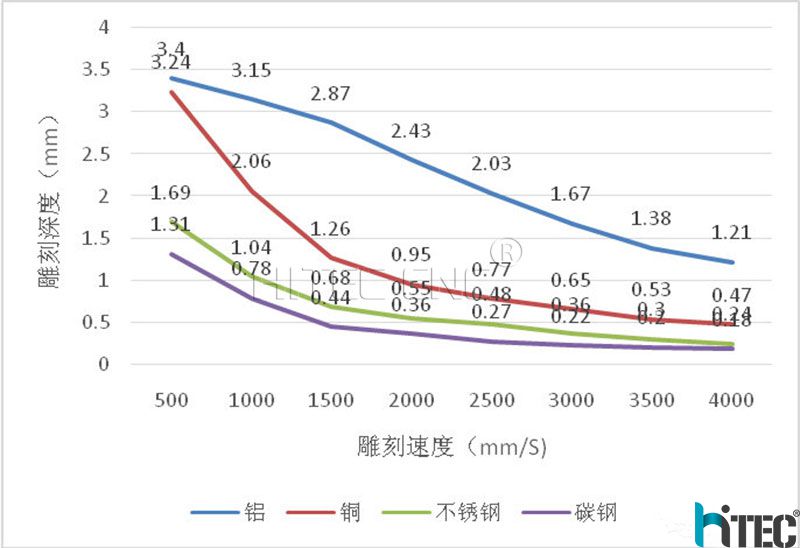
P4 Comparison of the effect of engraving speed on engraving depth
It can be seen from the chart that as the engraving speed increases, the engraving depth decreases accordingly. When the engraving speed is 500mm / s, the engraving depth of each material is the largest. The maximum depth of engraving aluminum, copper, stainless steel and carbon steel is 3.4mm , 3.24mm, 1.69mm, 1.31mm.
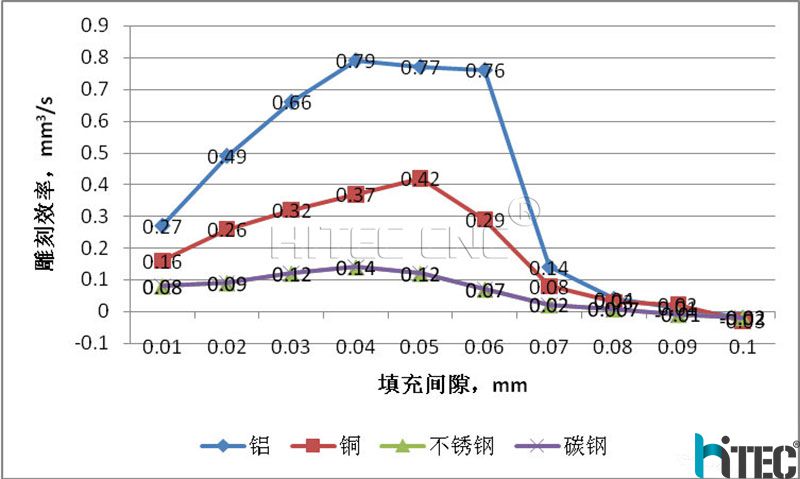
It can be seen from the chart that when the filling density is 0.01mm, the engraving depth of aluminum, brass, stainless steel, and carbon steel is the maximum, and the engraving depth decreases correspondingly as the filling gap increases; the filling pitch increases from 0.01mm In the process of 0.1mm, the time required to complete 100 engravings is gradually shortened. When the filling interval is greater than 0.04mm, the shortening time is significantly reduced.
in conclusion
Through the above tests, we can get the recommended process parameters for deep carving of different metal materials using RFL-100M